
自動三次元測定機(カリプソ)の操作方法をゼロから学ぶ連載企画、第3回です。 前回は、プログラム内の位置を微調整して正確な寸法を出す方法を解説しました。
しかし、測定するポイントだけを正確に設定しても、「点と点の間をどう移動するか」を機械に教えてあげないと、スタイラス(先端のルビー球)は製品に向かって一直線に動き出し、ガシャーン!と激突してしまいます。
そこで今回は、自動機を安全に動かすための命綱である「退避面・退避距離・プロービング戻り距離」の3つの距離設定と、カリプソ特有のルールである「スタイラスの概念」について解説します。 この記事を読めば、あなたの頭の中で「機械がどう動くか」が完璧にシミュレーションできるようになります!
第1章:機械の「激突」を防ぐ3つの安全設定
自動三次元測定機は、とても優秀ですが「目」を持っていません。 そのため、あなたが「Aの穴を測った後、Bの穴を測って」と指示を出すと、機械はAからBに向かって「最短の直線距離」で移動しようとします。もしAとBの間に製品の壁や出っ張りがあったら、一直線に突っ込んでしまいます。
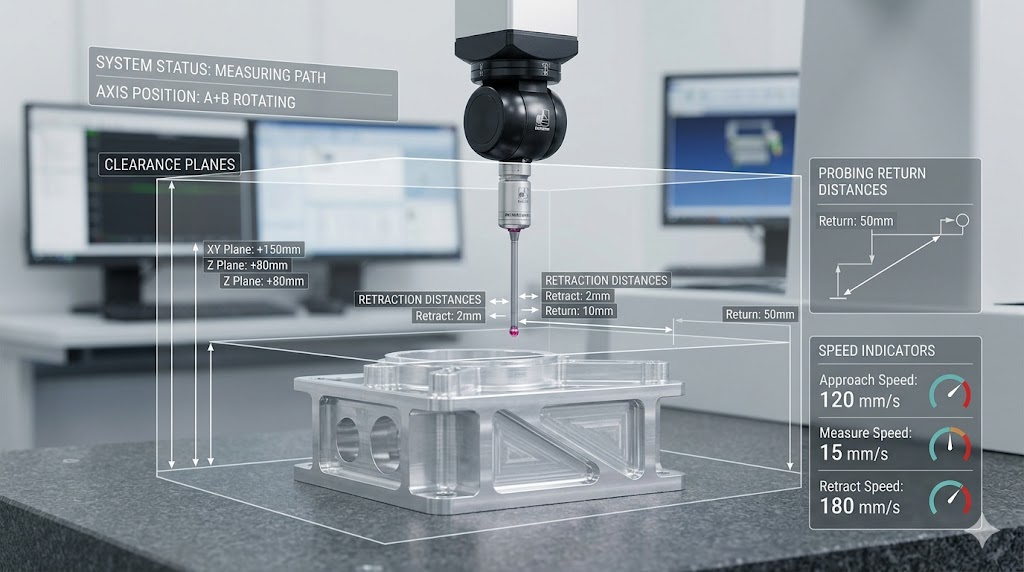
これを防ぎ、安全かつスムーズに測定を行うためのルールが、以下の「3つの距離設定」です。初心者の方は、まずこの3つを完璧にイメージできるようになりましょう。
1. 退避面について(製品をスッポリ覆う、見えない安全な箱)
退避面とは、製品や固定用のクランプ(治具)の周囲に設定する「見えない安全な箱(バリア)」のことです。
例えば、製品の右側にある穴を測り終えて、次に左側にある穴へ移動したいとします。そのまま横にスライドするとぶつかってしまう時、機械にこう教えるのが「退避面」の役割です。
「移動する時は、一度この『退避面(バリア)』の外まで真っ直ぐ上に逃げてから、安全な空の道を通って次の場所の真上まで行きなさい」
これを設定しておけば、機械は「一度、製品より高い位置(Z軸の退避面)まで上に逃げる → 障害物のない高い場所を横にスライドする → 次の穴の真上に来たら、再び真っ直ぐ降りてくる」という、安全な「コの字型」のルートを通ってくれます。
【設定のコツ】 退避面は、製品の一番高い場所や、製品を固定しているネジ・クランプの頭よりも、さらに少し余裕を持たせた高い位置(例えば+20mm〜30mm上など)に設定します。ギリギリすぎると、ちょっとした製品のセット位置のズレでぶつかる危険があるため、最初は少し広めに「安全な箱」を作るのが鉄則です。
2. 退避距離について(要素を測るための「入口」と「出口」)
退避面が「製品全体を覆う大きな箱」だとしたら、退避距離は「これから測る要素(穴や面)へ入るための『入口』であり、測り終えた後の『出口』」にあたります。
機械が上空の「退避面」からスッっと降りてきた時、いきなり製品の穴の中に入り込もうとすると危険です。そこで、「まずは穴の手前にある『入口(退避距離)』まで来たら、一度立ち止まってね」と指示を出します。
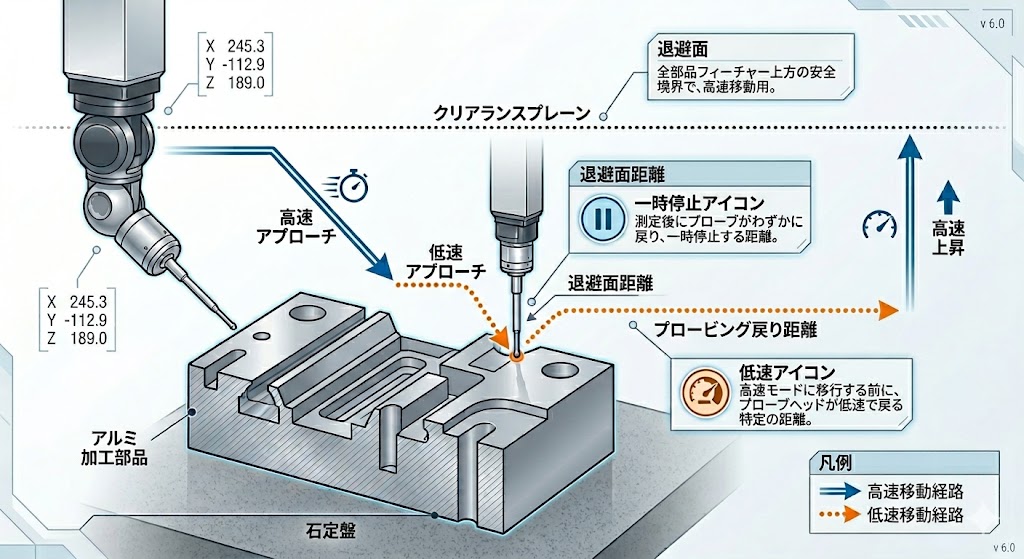
【具体的な動きのイメージ】 機械が退避面から降りてくると、まずはこの「入口」となる位置(例えば穴の10mm手前の空中)で一度(一瞬)ピタッと止まります。
なぜ一瞬止まるのか?それは「ここから、穴に入るための真っ直ぐな姿勢(アプローチ)に切り替えるぞ」という安全確認のタメ(準備)を作っているからです。 この一瞬のタメがあるおかげで、斜めに突っ込んだり、変な軌道で穴のフチにぶつかったりする事故を防ぐことができます。
入口でピタッと一瞬止まった後、機械は次に説明する「プロービング戻り距離」の位置まで、スッっと(通常のスピードで)移動を開始します。そしてすべての測定が終わると、機械は再びこの位置を「出口」として戻ってきてから、上空へと帰っていきます。
3. プロービング戻り距離について(「減速」と「測定」の境界線)
プロービング戻り距離とは、実際にスタイラスが製品に触れる直前の「減速開始ライン」のことです。
機械は、先ほどの「入口(退避距離)」からこの「プロービング戻り距離」までは通常の速度でスッっと移動してきます。しかし、このラインを越えた瞬間、スピードが「測定用のゆっくりとした速度」に切り替わります。 そして、ゆっくり慎重に製品に近づき「カチッ」とプロービング(測定)をします。
ここからが重要です。測定が終わった後の「離脱」の動きを連続して見てみましょう。
【機械の動きのまとめ(完全版)】 初心者は、この1〜8の動きを「入口」と「出口」を意識しながら声に出してイメージしてみてください。
- 【上空から】退避面から目的地の真上へ降りてくる
- 【入口】「退避距離(入口)」で一瞬ピタッと止まる(姿勢を整える)
- 【接近】通常スピードでスッっと穴や面に向かって移動
- 【減速】「プロービング戻り距離」を通過した瞬間、ゆっくりな測定スピードに減速
- 【測定】「カチッ」と測定(プロービング)
- 【離脱開始】測定後、通常スピードでスッっと「プロービング戻り距離」まで戻る
- 【出口】そのまま通常スピードで「退避距離(出口)」まで戻り、そこで一瞬ピタッと止まる
- 【上空へ】再び通常スピードでスッっと真っ直ぐ「退避面」(または次の箇所)へ移動する
測定が終わった瞬間、機械は「ゆっくり」ではなく「通常のスピード」でスッっと戻り始めます。そして設定した各距離で一瞬の「タメ(停止)」を作りながら安全に離脱していく。この「入口から入って出口から抜ける」というメリハリのある動きをイメージできるようになれば、あなたはもうカリプソの動きを完全に支配したも同然です。
第2章:カリプソ特有の「スタイラス」の真実
安全な動き方が設定できたら、次は実際に製品に触れる「スタイラス」についての理解を深めましょう。ここが、他メーカーのソフトから移行してきた人や初心者が一番混乱するポイントです。
1. 「スタイラスシステム」と「スタイラス」の違い
カリプソの画面を見ていると、「スタイラスシステム」と「スタイラス」という言葉が出てきます。これ、同じようでいてカリプソの中では明確に意味が違います。
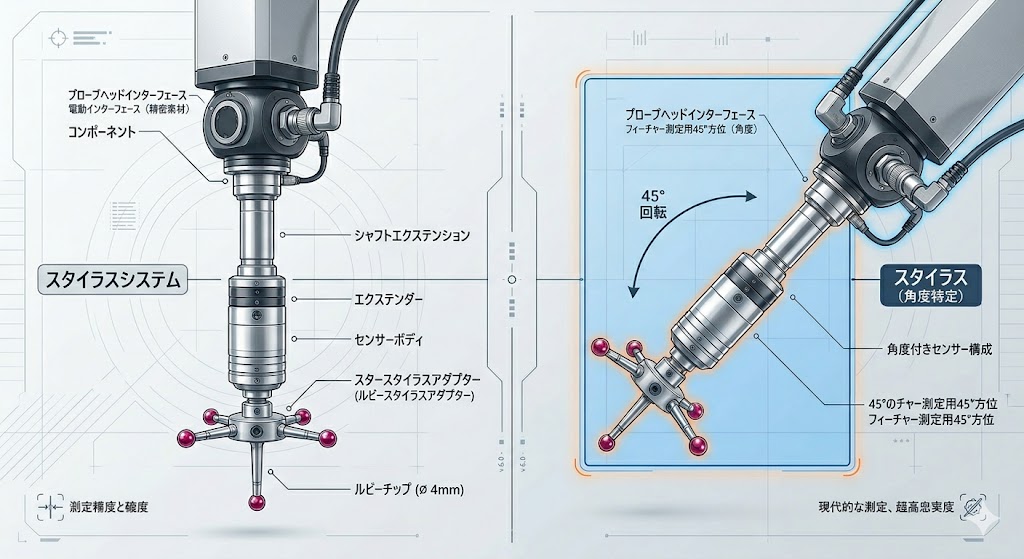
- スタイラスシステム:物理的な構成そのもの
(例)「2mm球で長さ50mmのスタイラスシステム」「5mm球で長さ70mmのスタイラスシステム」など、物理的に組み上げられたプローブ全体のことを指します。 - スタイラス:角度指定した状態のシステム
ここがカリプソ特有のルールです!カリプソでは、「特定の角度(向き)になった状態」を1つのスタイラスとして認識します。
(例)「2mm球の長さ50mmで、A角50°・B角90°を向いているスタイラス」「スタースタイラスのうち、右を向いているスタイラス」などです。
つまり、物理的には1つの「システム」でも、首を振って違う角度を向いたら、それはカリプソ上では「別のスタイラス」として扱われるのです。
2. スタイラスの追加について
製品の横側や斜めの面を測る時、まっすぐ下を向いたスタイラスだけでは測れません。その場合、回転ヘッドを回して角度を変える必要があります。
しかし、ただ角度を変えただけでは機械は正しい位置を認識してくれません。 カリプソの画面上で、「このシステムを、A角〇〇度、B角〇〇度に曲げた状態の新しい『スタイラス』を追加するよ」と登録し、校正(基準球に当てて正確な位置を覚えさせる作業)を行う必要があります。
この「角度と状態の登録」をして初めて、機械は「今は横向きの状態で触っているんだな」と理解し、正確な座標を算出してくれるのです。
明日からの実践ポイント
今回は、自動機を壊さないための「3つの距離」と、角度を含めた「スタイラス」の概念について解説しました。
明日カリプソを動かす時は、機械が「入口(退避距離)」で一瞬止まり、「戻り距離」から減速し、測った後に通常スピードでサッと「出口」へ離脱していく様子を、ぜひ自分の目で確かめてみてください。そのキビキビとした動きの美しさに感動するはずです!
「三次元測定の基本」からじっくり相談したい! という方は、私の公式LINE「駆け込み寺」へ。現場の悩みに直接お答えします。
特典キーワード:【カリプソ】 公式LINEはこちら:https://lin.ee/mpT7LvQ


コメント