

1.はじめに:ノギスでは「公差」に入らない?
製造現場で図面を見ていると、厳しい公差(例:±0.01mm や h7など)に出くわすことがあります。 「これ、ノギスで測っていいのかな?」と迷ったことはありませんか?
答えは「No」の場合が多いです。一般的なノギスの精度は0.05mm程度。それ以上の精度を求めるなら、「マイクロメータ」の出番です。今回は、測定のプロなら必ず使いこなしたい、この精密測定器の基本と種類について解説します。
2.マイクロメータとは? アナログとデジタルの決定的違い
ノギスが「スライド」して測るのに対し、マイクロメータは「ねじの回転」を利用して測ります。ねじを回して少しずつ締め込んでいくため、圧倒的に細かい数値を読み取ることが可能です。
ここで重要なのが、アナログ(機械式)とデジタルの精度の違いです。
- アナログ式(目盛) 標準的な目盛は0.01mm刻みですが、熟練すれば目分量でその半分、約0.005mm程度まで読み取ることが可能です。ただし、読み手による個人差が出やすいのが難点です。
- デジタル式 数値がモニターに表示され、0.001mm(1ミクロン)単位での測定が可能です。 読み間違いがなく、誰が測っても1ミクロンの単位まで明確に数値化できるのが最大の強みです。
3.【図解】外側マイクロメータの各部名称と役割
まずは基本となる「外側マイクロメータ」の主要な部位を覚えましょう。
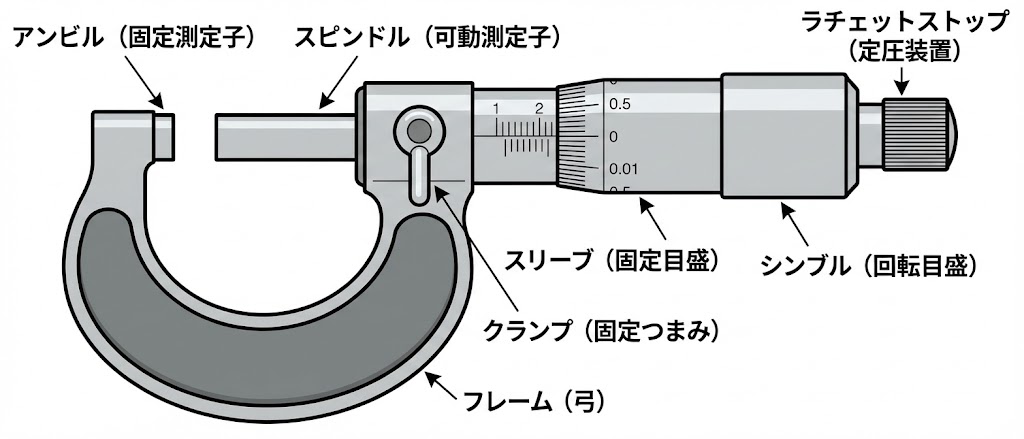
アンビル(固定測定子): 左側の固定された測定面。
スピンドル(可動測定子): 右側から伸び縮みする測定面。
クランプ(固定つまみ): スピンドルの動きをロックするレバー。
スリーブ(固定目盛): 内側の筒にある目盛(1mm/0.5mm単位)。
シンブル(回転目盛): 外側の回る筒にある目盛(0.01mm単位)。
ラチェットストップ(定圧装置): 右端の小さなつまみ。「カリカリ」と音をさせて一定の圧力をかける重要部品。
3-1. アンビル(固定測定子)
フレームに固定されている側の測定面です。ここを基準としてワーク(測定物)を挟みます。
3-2. スピンドル(可動測定子)
シンブル(つまみ)を回すと伸び縮みする軸です。アンビルに向かって進み、ワークを挟み込みます。
3-3. フレーム(弓)
本体のU字型の部分。測定中は体温で金属が膨張しないよう、断熱カバーが付いている部分を持つのが鉄則です。
3-4. クランプ(固定つまみ)
スピンドルの動きをロックするレバー。測定値を固定したい時に使います。
3-5. スリーブ(固定目盛)とシンブル(回転目盛)
ここにある目盛を組み合わせて数値を読みます(アナログの場合)。
3-6. ラチェットストップ(定圧装置)
※ここが一番重要です! シンブルの端についている小さなつまみ。「カリカリ」と音が鳴る部分です。 誰が測っても同じ強さ(測定圧)で挟めるように、一定の力がかかると空回りする仕組みになっています。
4.内径測定の主役たち:2点式と3点式の違い
一般的にマイクロメータと言えば「外側」ですが、穴の径を測る「内測(内径)マイクロメータ」もプロの必需品です。大きく分けて2種類あります。
4-1.キャリパー型・棒型(2点式)
ノギスのクチバシのような形や、一本の棒のような形をしており、穴の中の「2点」を測ります。
- 用途: 溝の幅や、一般的な穴径測定。
- 注意点: 測定器を振って、最大径(直径)を自分で探る技術が必要です。
4-2. 3点式内側マイクロメータ(ホールテスト)
測定子が120度間隔で「3つ」飛び出すタイプです。
- 最大のメリット: 穴に入れると自動的に中心が決まる(自動求心機能)ため、誰が測っても測定値が安定します。
- 用途: 真円度や円筒度が求められる精密な穴加工の測定に最適です。
5.プロが教える「誤差を出さない」3つの鉄則
- 「カリカリ」は2〜3回まで 測定時は必ずラチェットストップ(定圧装置)を使います。シンブルを直接回して「ギュッ」と締めると、ワークが潰れるか、フレームが歪んで数値が狂います。「カリカリッ」と音がしたらストップ。これがプロの作法です。
- ゼロ点確認(基点合わせ) 使用前は、アンビルとスピンドルの測定面を紙(コピー用紙など)で挟んでスッと引き抜き、汚れを落とします。その後密着させ、目盛が「0」になっているか必ず確認しましょう。 ※25mm以上のマイクロは、付属の基準棒(マスター)を使います。
- 持ち方に注意 フレームの金属部分を素手で長時間握りしめると、体温でフレームが数ミクロン伸びてしまいます。必ず断熱板を持つか、スタンドを使用しましょう。1000分の1ミリの世界では、体温すら誤差の原因になります。
6.まとめ
マイクロメータは、測定者の「技術」が数値に直結する道具です。特にデジタル式を使えば0.001mmの世界を、3点式を使えば内径測定の安定性を手に入れることができます。
「ノギスでなんとなく」済ませていた部分をマイクロメータに変えるだけで、製品の品質と信頼性は格段に向上します。





コメント